Produkter




ECR glasfiber direkte roving til filamentvikling
Direkte roving til filamentvikling
ECR-glas direkte roving til filamentvikling er designet til at bruge forstærkende silanstørrelse og give hurtig gennemvædning, god kompatibilitet med flere harpikser, hvilket giver overlegne mekaniske egenskaber.
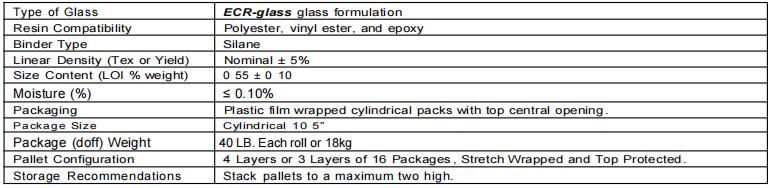
| Produktkode | Filamentdiameter (μm) | Lineær densitet (tex) | Kompatibel harpiks | ECR-glas direkte roving til filamentvikling Produktegenskaber og anvendelse |
| EWT150/150H | 13-35 | 300, 600, 1200, 2400, 4800, 9600 | OP/VE | ※Hurtig og fuldstændig gennemvædning i harpiks ※s Lav køreledning ※Lav fnug ※ Fremragende mekaniske egenskaber ※ Bruges til fremstilling af FRP-rør, kemisk opbevaringstank |
PRODUKTDATA
Direkte roving til filamentvikling
Filamentviklingsroving er primært kompatibel med umættet polyester, polyurethan, vinyl, epoxy og phenolharpikser osv. Dets færdige kompositprodukt leverer fremragende mekaniske egenskaber.
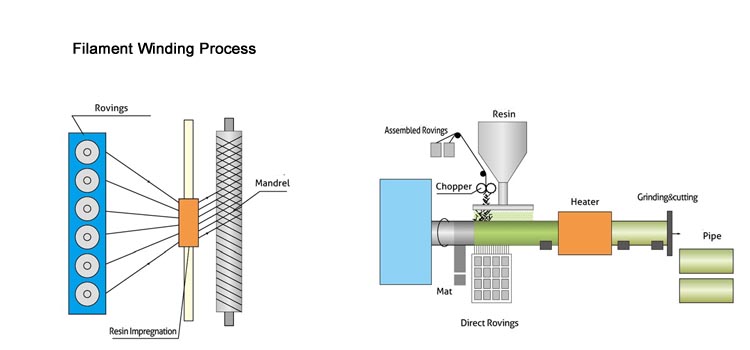
Traditionel proces: Kontinuerlige tråde af harpiksimprægneret glasfiber vikles under spænding på en dorn i præcise geometriske mønstre for at opbygge den del, der hærdes til dannelse af de færdige kompositter.
Kontinuerlig proces: Flere laminatlag, bestående af harpiks, forstærkningsglas og andre materialer, påføres en roterende dorn, som er dannet af et kontinuerligt stålbånd, der kontinuerligt bevæger sig i en korkskruebevægelse. Kompositdelen opvarmes og hærdes på plads, mens dornen bevæger sig gennem linjen, og skæres derefter i en bestemt længde med en bevægelig afskæringssav.







